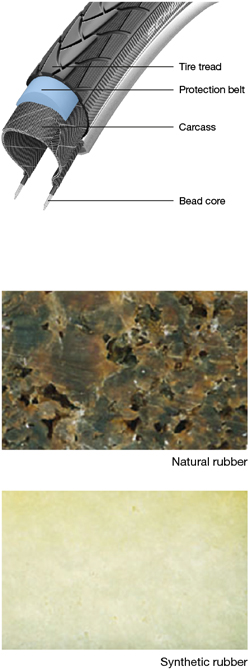
WHAT COMPONENTS MAKE UP A TIRE?
- Fillers, e.g. carbon black, chalk, silica
- Softeners, e.g. oils and lubricants
- Anti-aging agents (aromatic amines)
- Vulcanizing aids, e.g. sulphur
- Vulcanization accelerators; e.g. zinc oxide
- Pigments and dyes
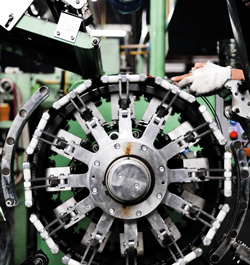
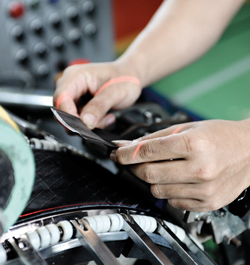
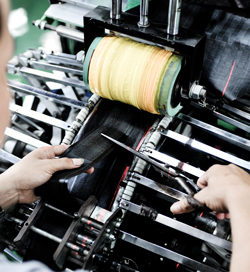
HOW IS A BICYCLE TIRE MANUFACTURED?





WHERE ARE SCHWALBE TIRES MANUFACTURED?

WHAT IS THE REASON FOR SCHWALBE MANUFACTURING THEIR TIRES IN INDONESIA?
This is due to the history of the company. SSchwalbe tires have never been manufactured in Germany. In former days, the Bohle company was a very small trading house dealing with all kinds of bicycle components. The Schwalbe story starts in 1973, when Ralf Bohle imported bicycle tires from Korea to Germany for the first time. This was such an interesting business for him that he concentrated on that from this moment on. Back then as well as today the business is operated in close partnership with the Korean partner company Hung-A.

WHAT ARE THE WORKING CONDITIONS IN THE SCHWALBE PRODUCTION FACILITIES?

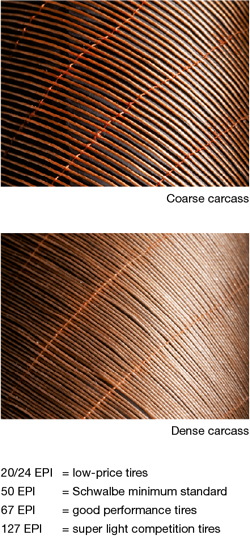
WHAT DOES EPI MEAN IN RELATION TO THE CARCASS?
DOES A PERFECT RUBBER COMPOUND EXIST?
A rubber compound should have various properties that are to some extent contradictory: Low rolling resistance, good adhesion, low abrasion, long durability, solid lugs (MTB), etc.
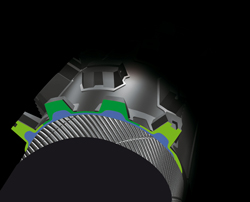
WHY ARE REFLECTIVE LINES USED?
Reflective lines are clearly visible when illuminated by a car headlight. The material is retroreflective, i.e. it reflects in the direction of the radiation source. The two tiresized circles of light make a cyclist easily seen and recognized.
